We Need A Partner To Design And Install Flame Safeguards Into Our PLC Platform While Maintaining Our Safety Integrity Levels
What Our Client Said
Our current 120V Honeywell flame safeguards don’t provide adequate diagnostic capabilities. We want LSI to design a flame safeguard that delivers improved diagnostics and removes the arc flash requirements of our previous controls, all while maintaining our SIL rating. We have searched for options on our own, but have had no luck finding anything compatible. After you successfully designed the controls in our state-of-the-art production facility, we knew you had the right team for the job.
What We Heard
This is a big job that requires extensive research of our existing flame guards, PLC platform and a way to integrate them. Our current system is inconvenient and a hindrance for everyone involved. We need help to engineer flame safeguards that not only improve safety, but also provide valuable data so that we can reach the full potential of our manufacturing process.
What We Did
Increased Safety • Improved Diagnostics • Easier to Troubleshoot • Reduced Cost and Increased Uptime
 First we listened, then we researched FM-approved components, in particular the Siemens ET 200SP line of I/O modules. We discovered that a remote I/O architecture was the key component in this project’s overall success because it allowed the I/O to be mounted closer to the gas train, greatly reducing installation costs. By utilizing failsafe custom safety programming, LSI was able to provide a fully integrated solution for the nine-burner multi-zone oven. This solution came in the form of a custom-designed flame safe panel (FSP), with remote I/O, 24V DC level components and a SIL 2/3 safety level. The integration of these new systems dramatically reduced downtime and allowed the facility to run much more efficiently.
First we listened, then we researched FM-approved components, in particular the Siemens ET 200SP line of I/O modules. We discovered that a remote I/O architecture was the key component in this project’s overall success because it allowed the I/O to be mounted closer to the gas train, greatly reducing installation costs. By utilizing failsafe custom safety programming, LSI was able to provide a fully integrated solution for the nine-burner multi-zone oven. This solution came in the form of a custom-designed flame safe panel (FSP), with remote I/O, 24V DC level components and a SIL 2/3 safety level. The integration of these new systems dramatically reduced downtime and allowed the facility to run much more efficiently.
LSI provided:
- Flame safeguard programming (valve proving, purging, ignition trial, etc.)
- FM submission
- PLC hardware
- Commissioning and testing of completed system
- Integration into the broader control system (regardless of
manufacturer) - Systems integration
The control system consisted of:
- Siemens Safety PLC
- Siemens ET 200SP I/O
- Various flame sensors
- Safety valves
- Pressure switches
The Results Speak For Themselves
Reduced installation costs
While traditional flame safeguards are located in a centrally located control panel away from the I/O, LSI was able to utilize a remote I/O rack located closer to the burner components, consequently reducing installation costs. The remote location also made it more manageable for the customer to access, maintain and retrofit the flame safeguards if needed.
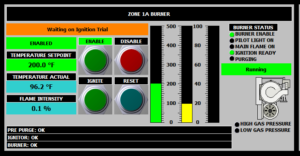
Upgraded diagnostics improve troubleshooting
Safety switches wired individually into an I/O rack create improved diagnostic capabilities and deliver status information that was previously unavailable in the original technology. Because the flame safeguard is PLC-based, it can be monitored more easily, providing vastly improved troubleshooting capabilities.
Increased safety and the peace of mind that goes with it
Each of the system’s components now carry FM approval. The safety PLC carries TÜV certifications, and the logic is password protected from any changes. All I/Os are low voltage 24V DC, making commissioning and troubleshooting safer and simpler.
LSI Listened
LSI listened, then put our knowledge of Siemens ET 200SP components to work. The final result allows workers to immediately pinpoint the source of any problem concerning a burner. LSI’s flame safe panel with remote I/O excels over previous technology, making it something that is truly industry-changing.
In large industrial facilities, diagnostics are a critical part of maintaining and improving efficiency. This manufacturer is now able to use our flame safe panel (FSP) to quickly and accurately diagnose any problems occurring with its burners. The experience and creativity needed to develop and integrate a new diagnostics system requires a dedicated team, and LSI rose to the challenge.