Can We Overcome Bottlenecks In Our Brewery And Engineer Our Controls For The Future At The Same Time?
Achieving payback in 4.5 months, a $65,000 investment results in an impressive annual energy savings.
A major beverage company reduces energy consumption by optimizing the ammonia supply suction pressure in its cooling system, demonstrating a commitment to environmental responsibility.
Background
At each of the client’s breweries, the utility managers get together to discuss optimization ideas to support corporate sustainability goals. Electrical loads, steam loads, water usage, and CO2 usage are all considered. One of the breweries decided that reducing the energy consumption of the plant cooling system had significant value for them. Subsequent conversations took place with LSI, followed by the development of the project scope.
Project Scope
The focus of the project was to study the processes with cooling requirements and based on that analysis, determine when the distributed control system (DCS) could float the ammonia suction pressure based on demand vs. being set manually by the operator. With each incremental increase in suction pressure, the compressors (1200HP each) can run less, resulting in energy savings. The programming and the new DCS screen required:

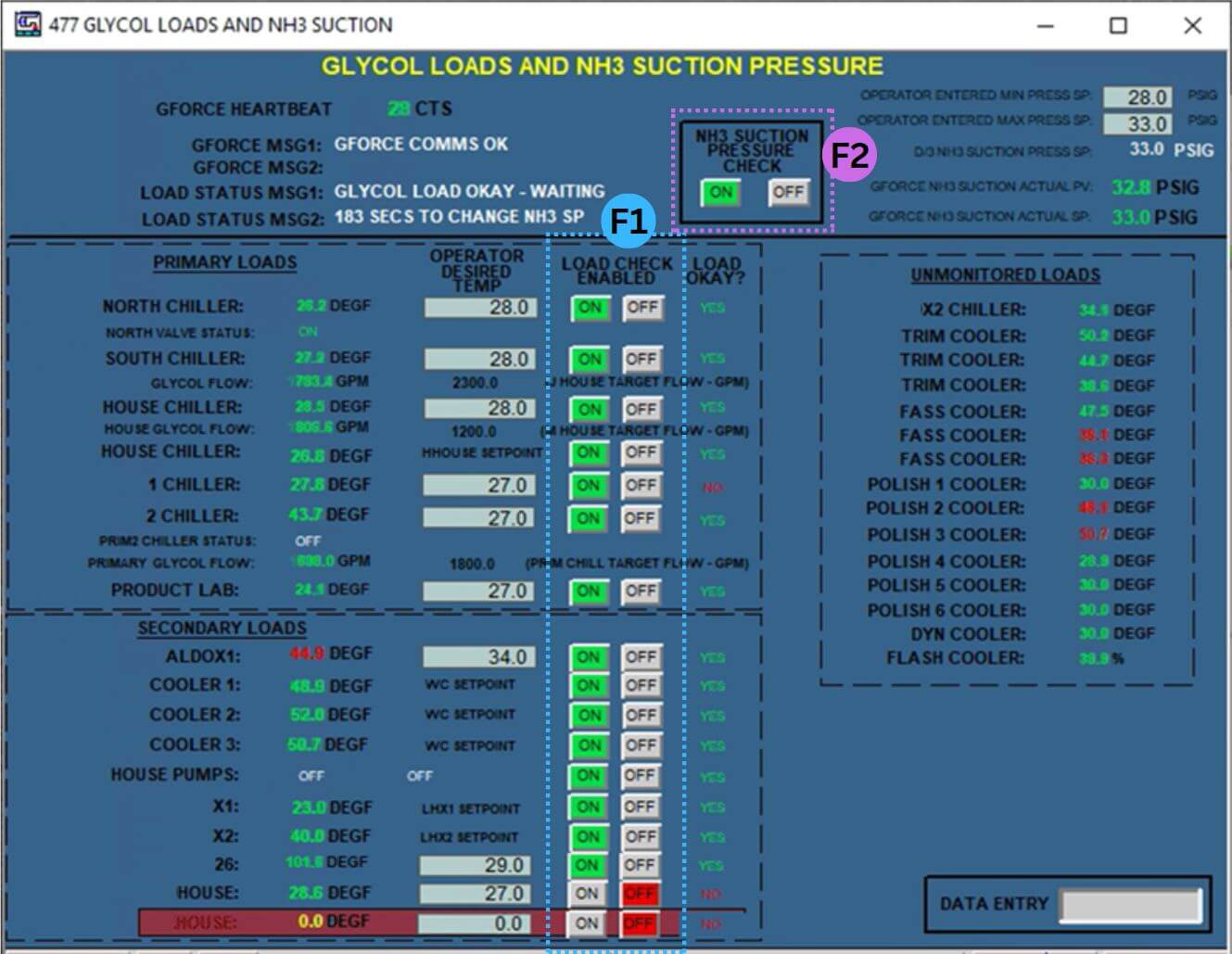
Click image to enlarge. Data to be displayed from all major refrigeration loads (wort cooling, fermentation, aging cellars, etc.)
- Adjustable setpoints for each chiller in degrees Fahrenheit.
- Each chiller to have a system optimization enable/disable button called LOAD CHECK ENABLED. (FI on image)
- An “Automatic Ammonia Supply Suction Pressure Float” button called NH3 SUCTION PRESSURE CHECK. (F2 on image)
- When disabled, the DCS will operate at the supply suction pressure setpoint entered by the operator on the new screen.
- When enabled, the DCS will determine if the ammonia supply suction pressure can float. If not possible, it will refer to the operator setting. If possible, the DCS programming will determine the best pressure setting within the 28-38 psi range.
- DCS to communicate with ammonia system panels via heartbeat exchange.
- If communication is lost, the DCS will alarm and disable the “Automatic Ammonia Supply Suction Pressure Float” functionality.
Steps Taken
 Considering brewing is a dynamic process, for optimization, the processes that call for refrigeration were studied to determine the variables that impact the refrigeration load. By monitoring approximately twenty different refrigeration loads (primarily glycol chillers but also process variables) for several days (onsite and remote), LSI was able to identify the variables that affected demand. By monitoring the process, LSI could identify the variables associated with low demand and manually increase the suction pressure to test the results. In some cases, compressors were able to shut down, resulting in significant energy savings. Conversely, the study also identified the variables that indicated increased demand, lowering the suction pressure to ensure adequate refrigeration was available when needed. Throughout the study, discussions occurred with the client to validate the findings before the DCS programming was completed and tested.
Considering brewing is a dynamic process, for optimization, the processes that call for refrigeration were studied to determine the variables that impact the refrigeration load. By monitoring approximately twenty different refrigeration loads (primarily glycol chillers but also process variables) for several days (onsite and remote), LSI was able to identify the variables that affected demand. By monitoring the process, LSI could identify the variables associated with low demand and manually increase the suction pressure to test the results. In some cases, compressors were able to shut down, resulting in significant energy savings. Conversely, the study also identified the variables that indicated increased demand, lowering the suction pressure to ensure adequate refrigeration was available when needed. Throughout the study, discussions occurred with the client to validate the findings before the DCS programming was completed and tested.
The results
Below is a 30-day energy consumption table that includes the refrigeration loads affected by the project compared to the same timeframe 12 months ago.

The project has also alleviated the workload for the operators, who previously had to manually adjust the ammonia suction pressure. With so many things to attend to in the brewery, this optimization has freed the operators to focus on more important tasks while delivering significant savings for the client.
What's next
Because of the success of this project, LSI is performing the same optimization in other client breweries.
Do you need help with your sustainability projects? It all starts with a conversation, contact us below and let’s talk. LSI Listens.