Our legacy DCS is at risk of failure and lacks local support. We’ve decided to migrate to PlantPAx and we need a Rockwell Automation System Integrator with batch processing experience in the specialty chemical industry.
A global specialty chemical company manufacturing chemicals for pulp and paper, water treatment, leather, and various performance chemical industries was ready to replace its obsolete DCS — LSI Listened, and the journey began to transform the client’s operation and prepare them for the future.
The situation
The client was operating on an outdated Yokogawa Distributed Control System (DCS) with no local support. As a manufacturer of highly hazardous chemicals, they understood that their process control had operational and safety risks, maintenance challenges, and potential for unplanned downtime – all issues that could not be ignored. Their goal was to migrate to a DCS platform that was not only reliable, robust, and safe but also one that would support their digital transformation objectives.
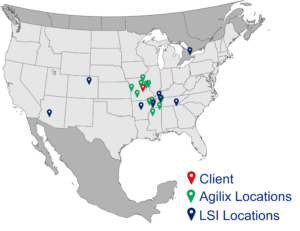
 With the help of the local distributor, Agilix Solutions, the client selected Rockwell Automation’s PlantPAx DCS and planned to execute the project independently. However, they soon realized that the required time and internal resources would significantly delay the completion of the migration. This presented an excellent opportunity for LSI to get involved with Rockwell’s Encompass Partners to provide a comprehensive solution that met the client’s needs and aligned with their growth plans.
With the help of the local distributor, Agilix Solutions, the client selected Rockwell Automation’s PlantPAx DCS and planned to execute the project independently. However, they soon realized that the required time and internal resources would significantly delay the completion of the migration. This presented an excellent opportunity for LSI to get involved with Rockwell’s Encompass Partners to provide a comprehensive solution that met the client’s needs and aligned with their growth plans.
The solution DCS≡RIGHT
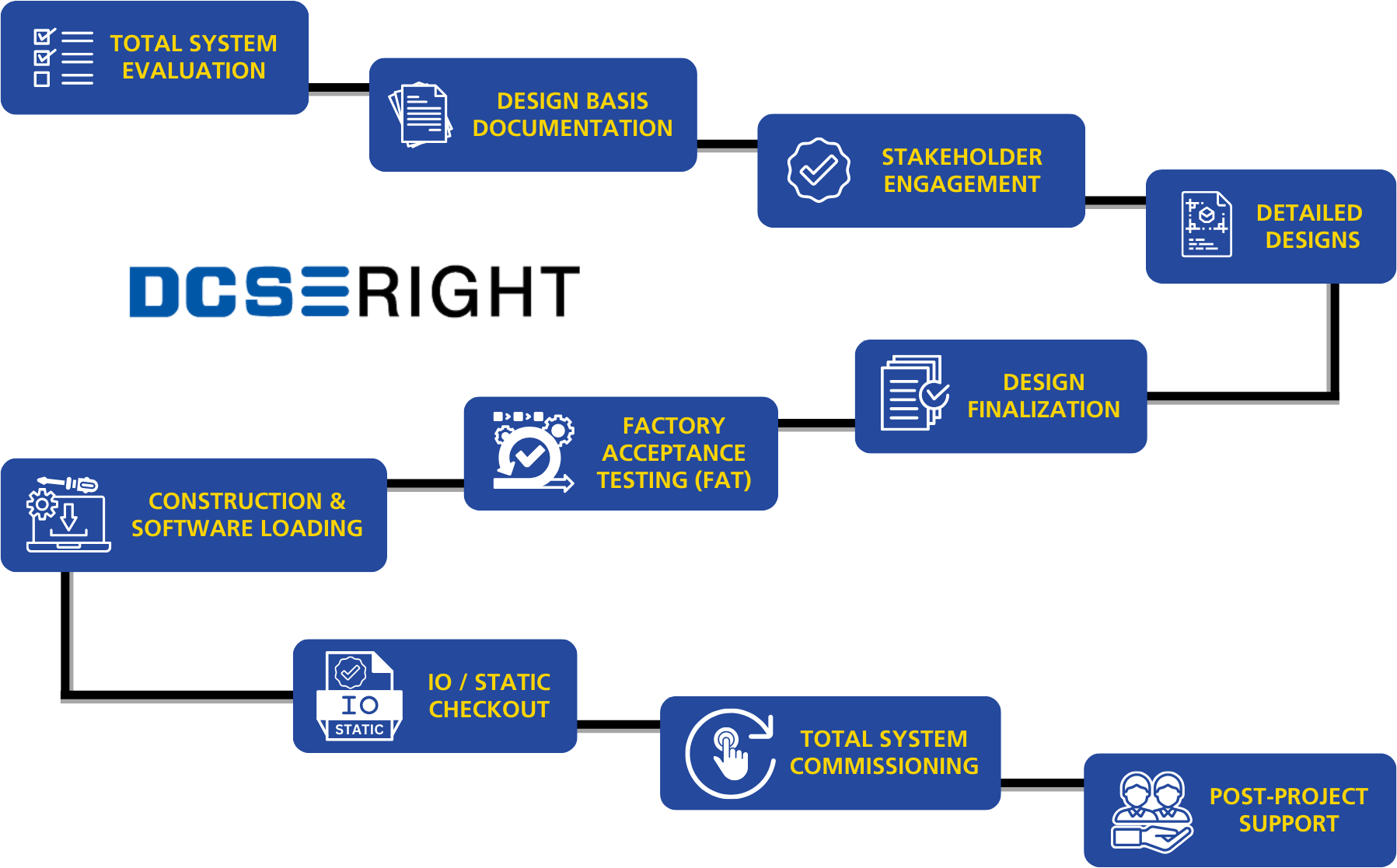 LSI utilized DCS≡RIGHT, a proven process to streamline the migration from legacy control systems to a modern DCS. By using this systematic approach, we’re able to minimize downtime and risks, maintain strong communication to eliminate surprises and costly errors, and ensure that the project stays on schedule and within budget.
LSI utilized DCS≡RIGHT, a proven process to streamline the migration from legacy control systems to a modern DCS. By using this systematic approach, we’re able to minimize downtime and risks, maintain strong communication to eliminate surprises and costly errors, and ensure that the project stays on schedule and within budget.
(Click + to expand each of the project steps below.)
During this discovery stage, LSI listened to the client’s needs and developed the vision for the new DCS. LSI then performed a thorough audit of the current control system to:
- Document existing control system architecture and identify risk points.
- Determine ways to maximize operations and reliability
- Explore opportunities for incorporating new technology and optimizing the system
- Determine how to mitigate downtime and maintain production continuity.
Several risks and challenges were identified during the audit:
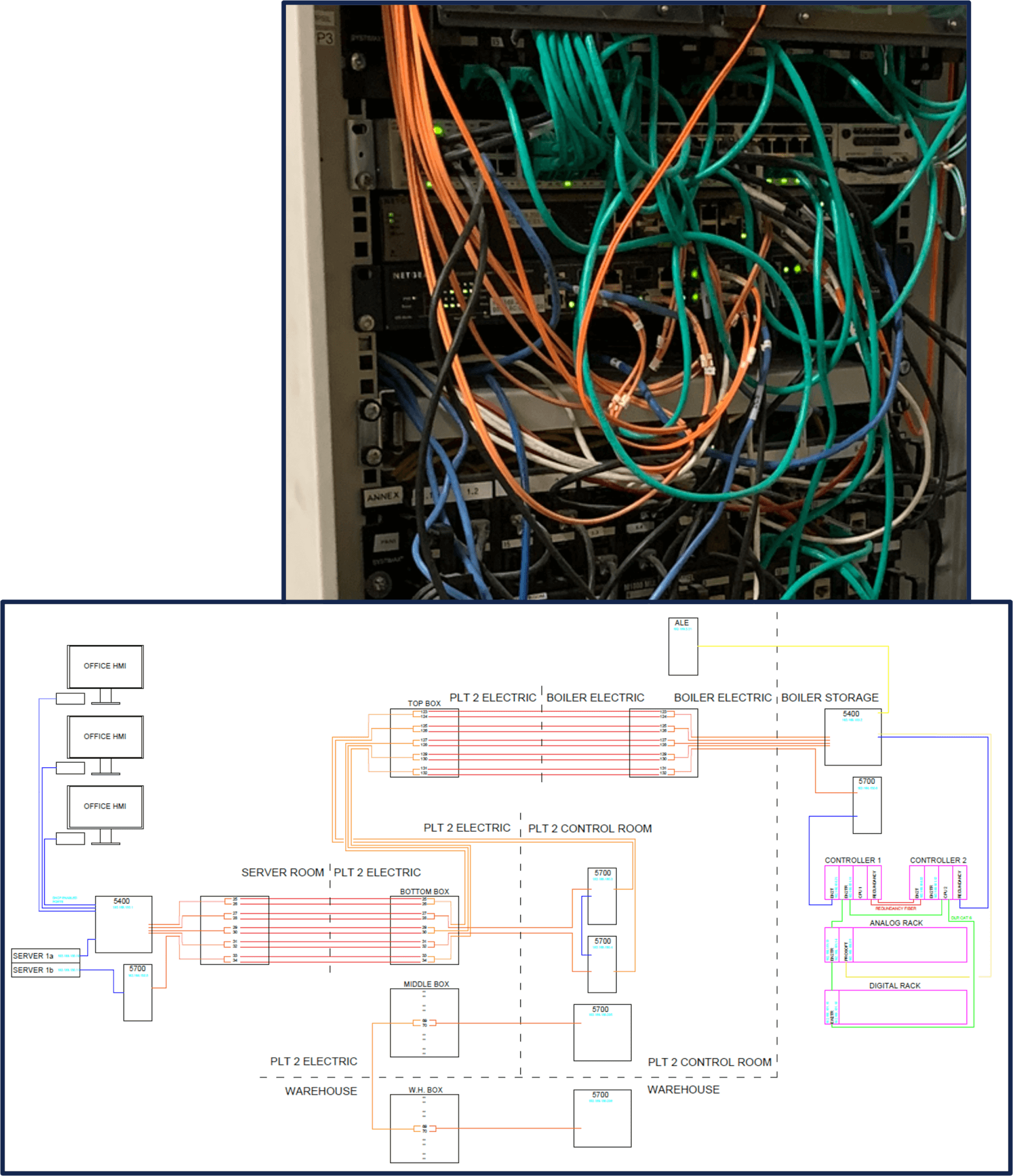
Architecture Issues
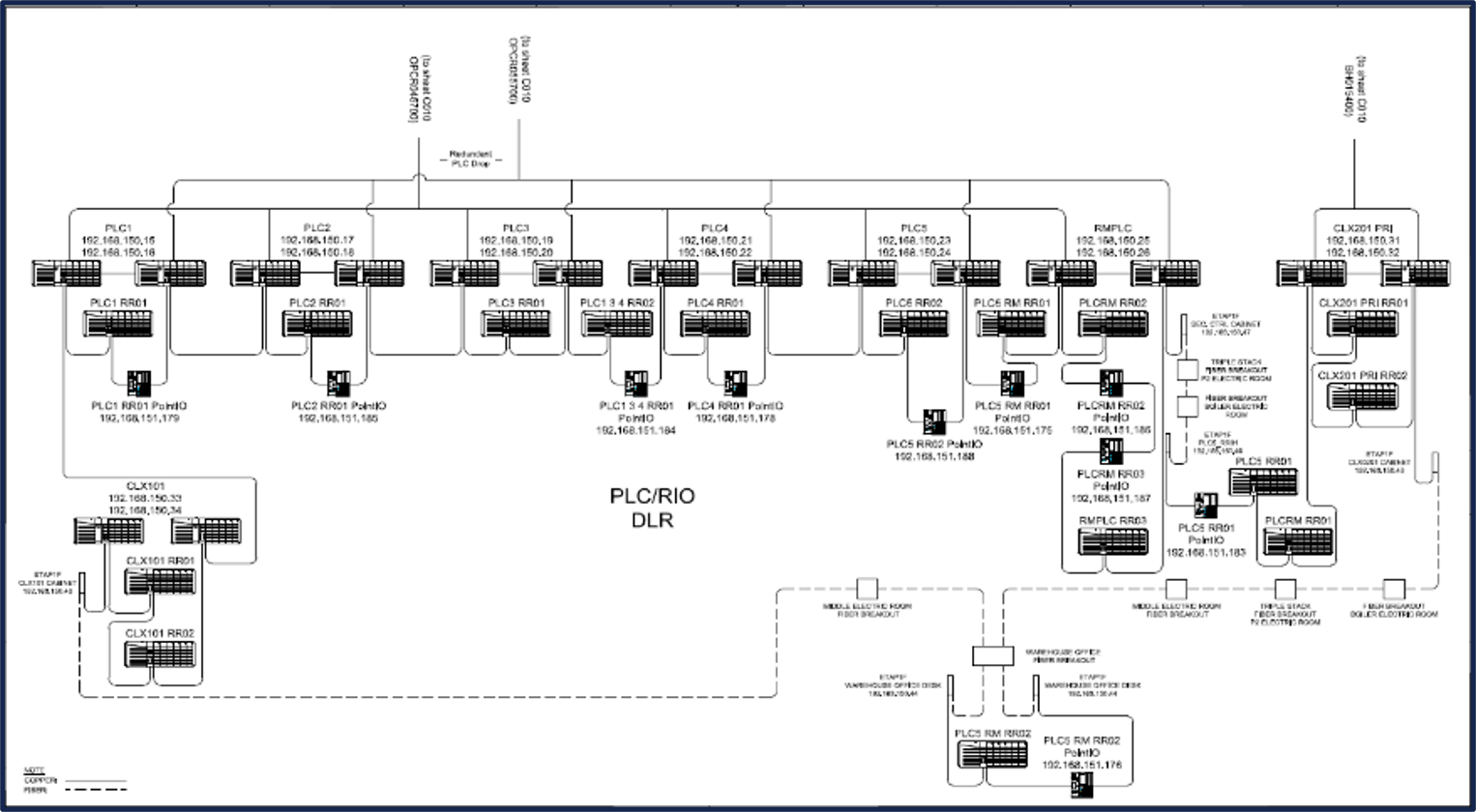
- Flat network architecture without any segmentation – no network management
- Plant was experiencing unexplainable controls network issues
Lack of Support for Legacy Yokogawa DCS
- No local technical support
- Limited integrator / 3rd Party Support
- No local distributor presence
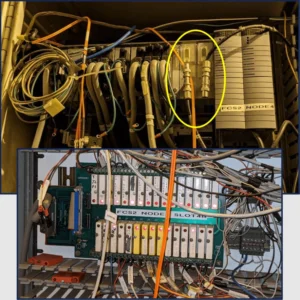
Failing DCS Hardware
- Coaxial-based communication backbone was failing and difficult to troubleshoot.
- Old I/O Modules failing, difficult to get replacements.
- “Abandoned” failed points on cards.
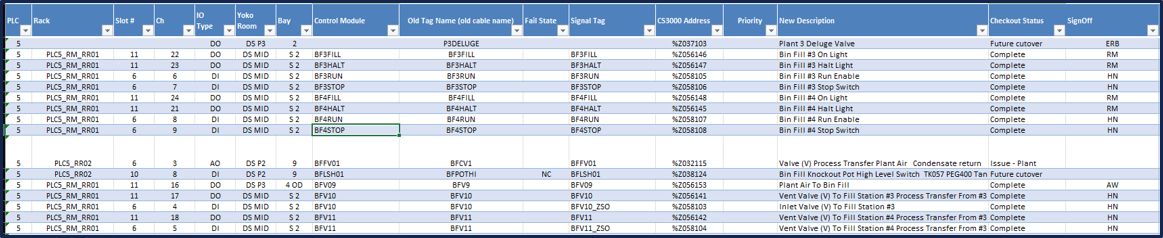
Tribal Knowledge
 Business Risk due to reliance on tribal knowledge
Business Risk due to reliance on tribal knowledge- No electrical drawings, no I/O drawings, no motor control drawings
- No tag naming standard
- No documented control narratives / functional specs
Lack of DCS Segmentation
 Existing Yokogawa DCS had three controllers
Existing Yokogawa DCS had three controllers- No process segmentation for controllers
- I/O was landed to whatever controller was closest
- Resulted in a system where nothing can be taken down for maintenance.
- Any failure could bring the entire plant down.
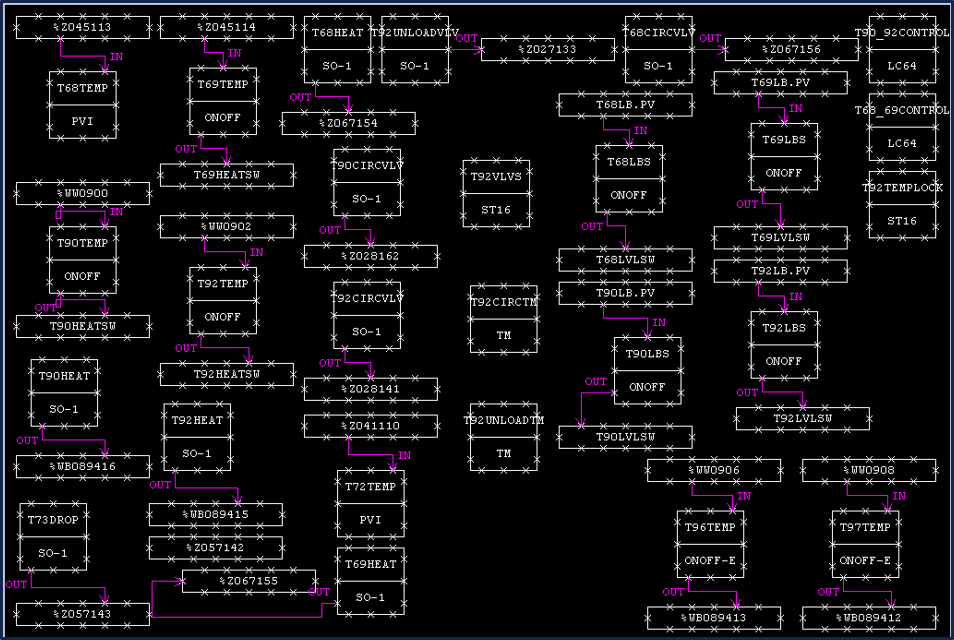
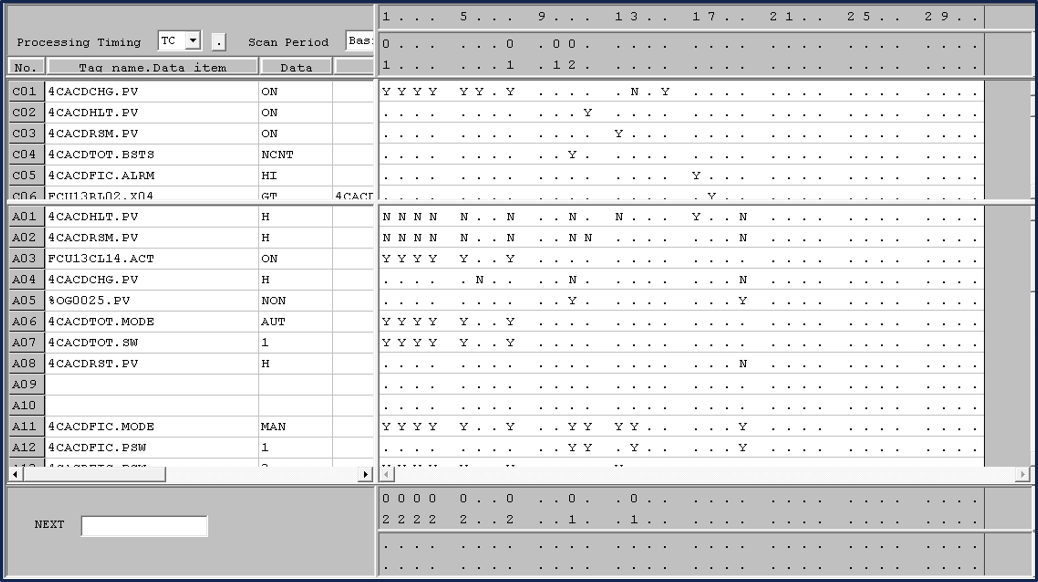
Tedious Automation
- Changes to automation strategies were difficult to make
- Modular code did not exist in the legacy DCS
- No true “Batch” program – only a sequence table
- A lot of manual work was required to make programming changes
Knowing the capabilities of the PlantPAx system, LSI identified many opportunities for improvement during the audit:
- Digital transformation enablement:
- Set up for future MES integration to ERP system
- Set up for future Maintenance System integration for Predictive or Condition Condition-based maintenance
- Automated Batch Reporting will allow for elimination of paper batch sheets
- Set up for future automatic batch creation and recipe management from ERP
- Better tools for Process Improvement
- FT Historian allows for insights and improvements
- Modular Programming
 ISA -88 programming implemented -CM's, EM's, Phases
ISA -88 programming implemented -CM's, EM's, Phases- Batch flexibility of low code / no code. Process Engineers can maintain without specific Controls Engineer help.
Using what we learned during system evaluation, LSI formed a dedicated team and produced documentation that provided a high-level implementation plan for executing the DCS migration correctly.
- Developed the overall project Scope, Schedule, and Budget.
- We evaluated and determined the specific technologies to be used, engaging Rockwell Encompass partners.
- We created User Requirement Specification documents.

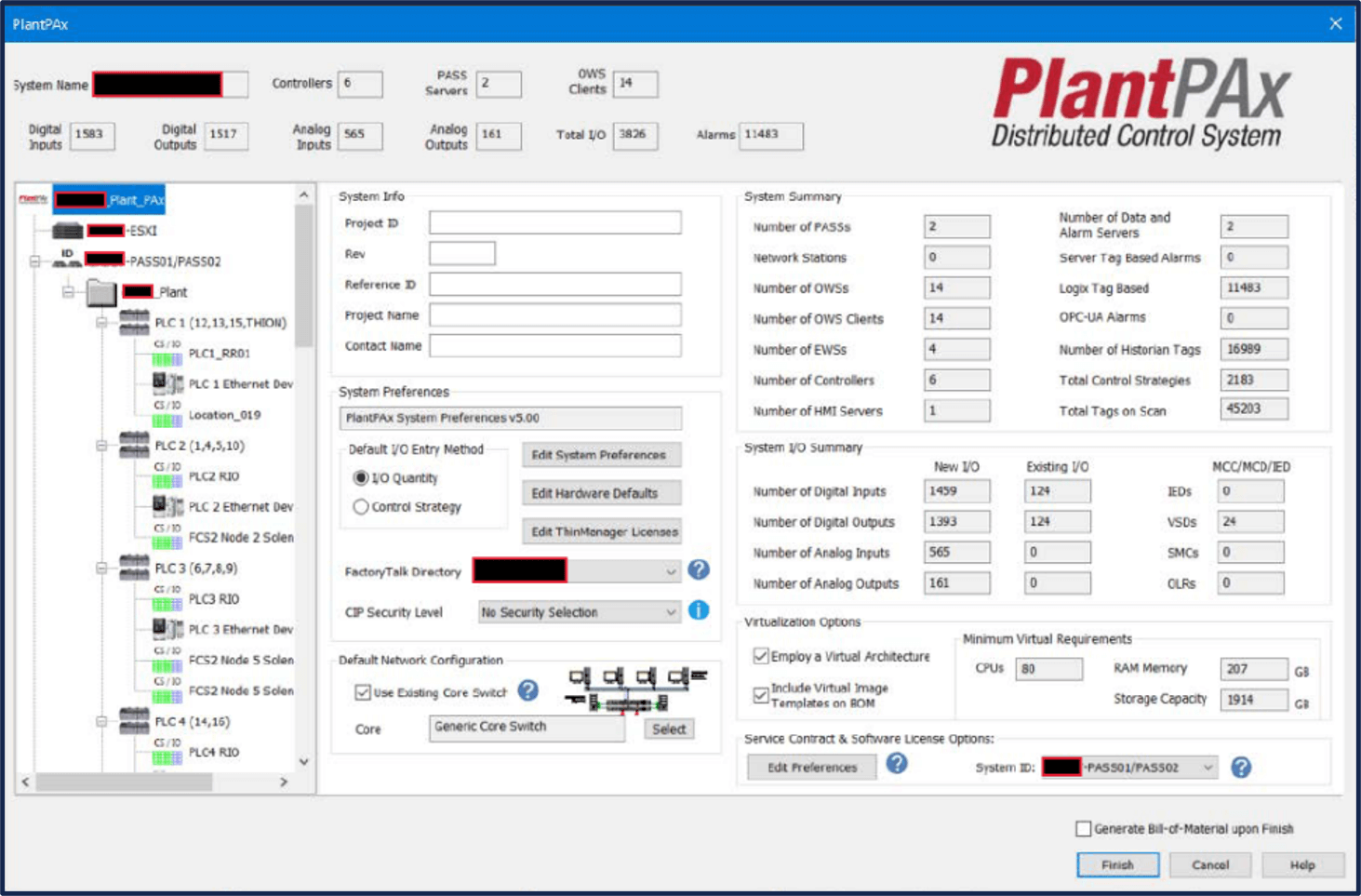
 The PlantPAx System Estimator (PSE) was used to develop and size the system.
The PlantPAx System Estimator (PSE) was used to develop and size the system.- Design basis included:
- 3,850 Total I/O
- 750 Analog
- 3,100 Discrete
 Six Redundant Pairs of L85EP
Six Redundant Pairs of L85EP- Redundant PASS servers
- Redundant FT Batch servers
- Redundant ThinManager servers
- FT Historian
- Stratus ftServer
Stakeholder engagement is a key part of any successful DCS migration project. It begins with spending time with the operations crew (maintenance technicians, plant operators, etc.). We listened to the unique issues they experienced, documented their processes, and recorded the system’s functional requirements.
 We also created and field-verified the drawings of the legacy equipment to ensure that plant details were accurate and up-to-date. Client stakeholders were engaged early and often, which cultivated a strong sense of ownership in the solution. This engagement extended to various roles within the organization including:
We also created and field-verified the drawings of the legacy equipment to ensure that plant details were accurate and up-to-date. Client stakeholders were engaged early and often, which cultivated a strong sense of ownership in the solution. This engagement extended to various roles within the organization including:
- Process Engineers – Input on functionality
- Operators – HMI look/feel, customization requests
- E&I / Maintenance – Design for reliability, standard parts
- Operations Scheduling – Downtime and commissioning plans
The bottom line is that we prioritize the customer because it’s critical to do what makes sense for the people running the system, not what makes sense for the controls engineer.
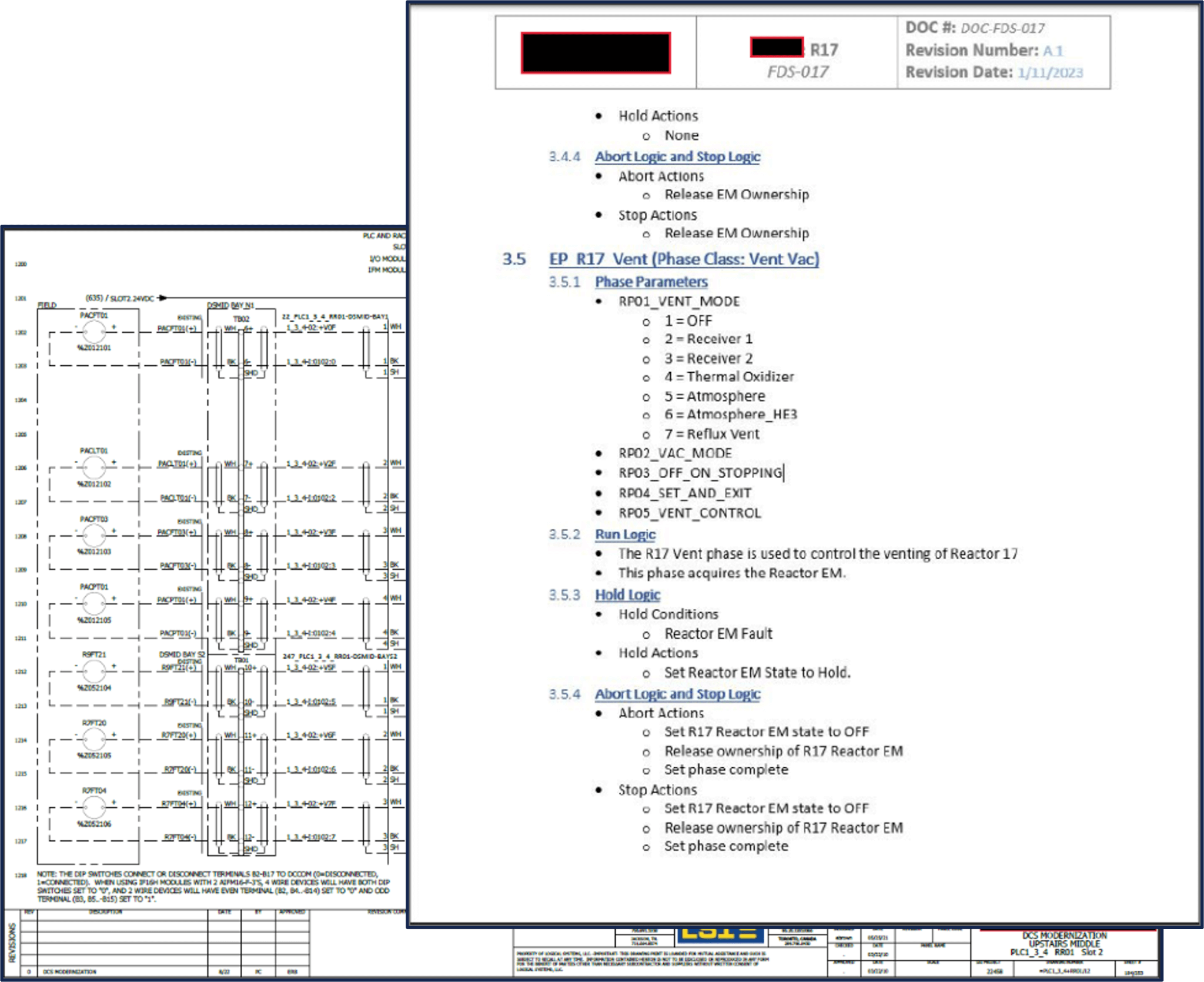
Once the pre-work was completed and the customer was on board, we began producing plans for the new system. This included hardware drawings and Functional Specification Documents for the software configuration. As we worked through and developed the design, we checked in with the customer regularly to avoid incorrect assumptions and allowed for input and tweaks along the way.
 The detailed designs consisted of:
The detailed designs consisted of:
- Functional Specs – 34 documents
- Electrical Drawings – 310 drawings
- HMI Displays – 250 displays
- Software:
- Control Modules – 2,010
- Equipment Modules – 166
- Phases – 260
- Recipes – 35
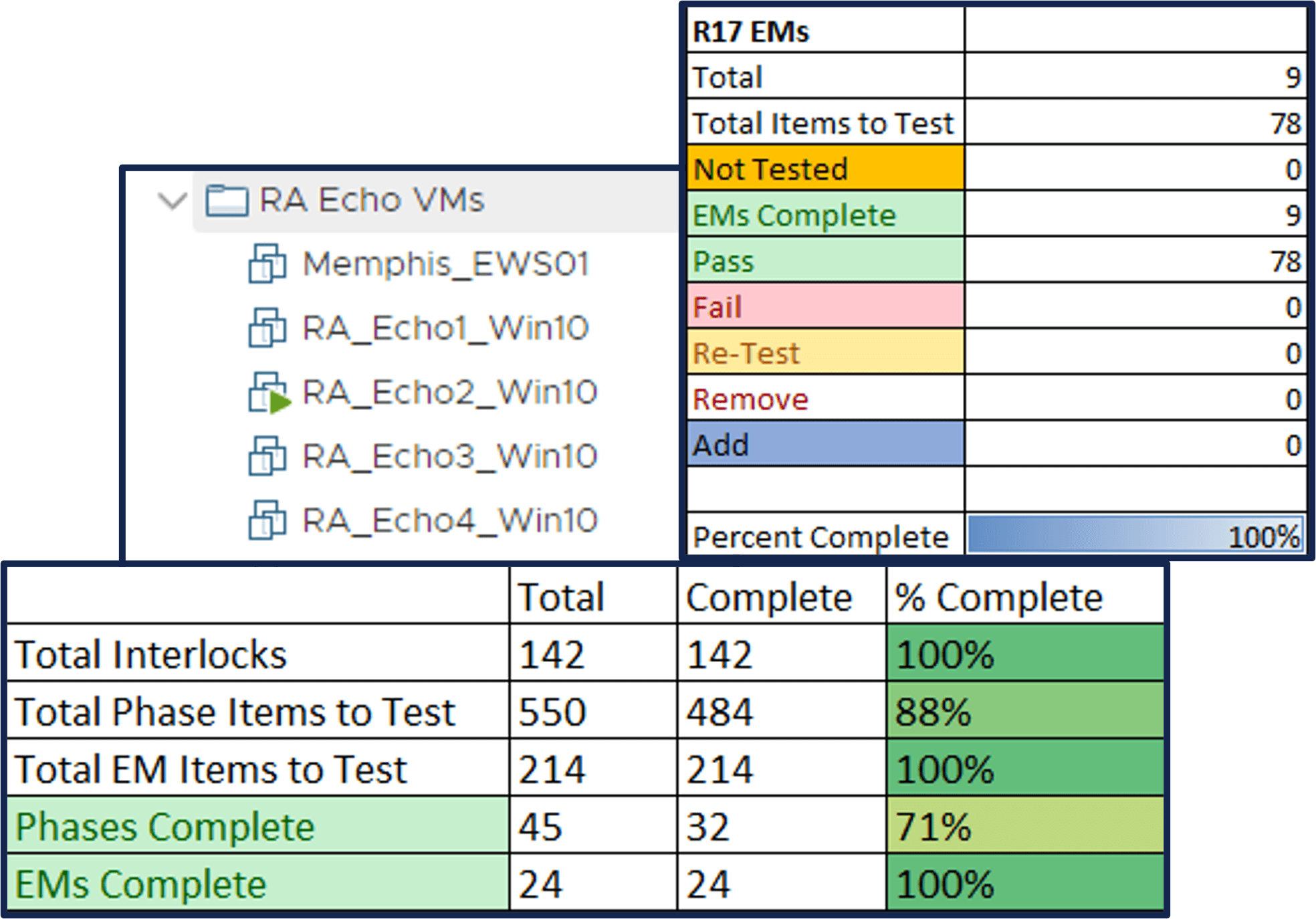
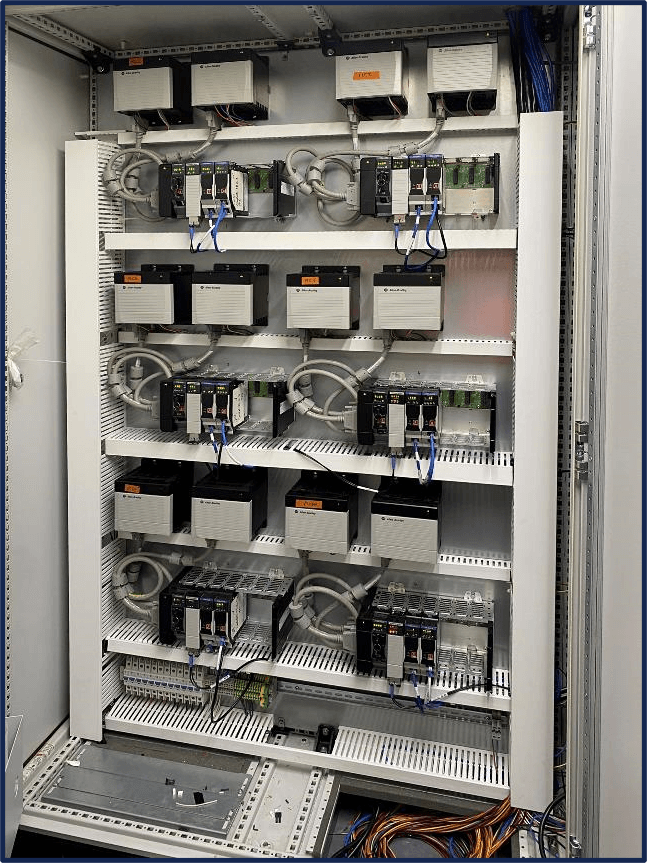
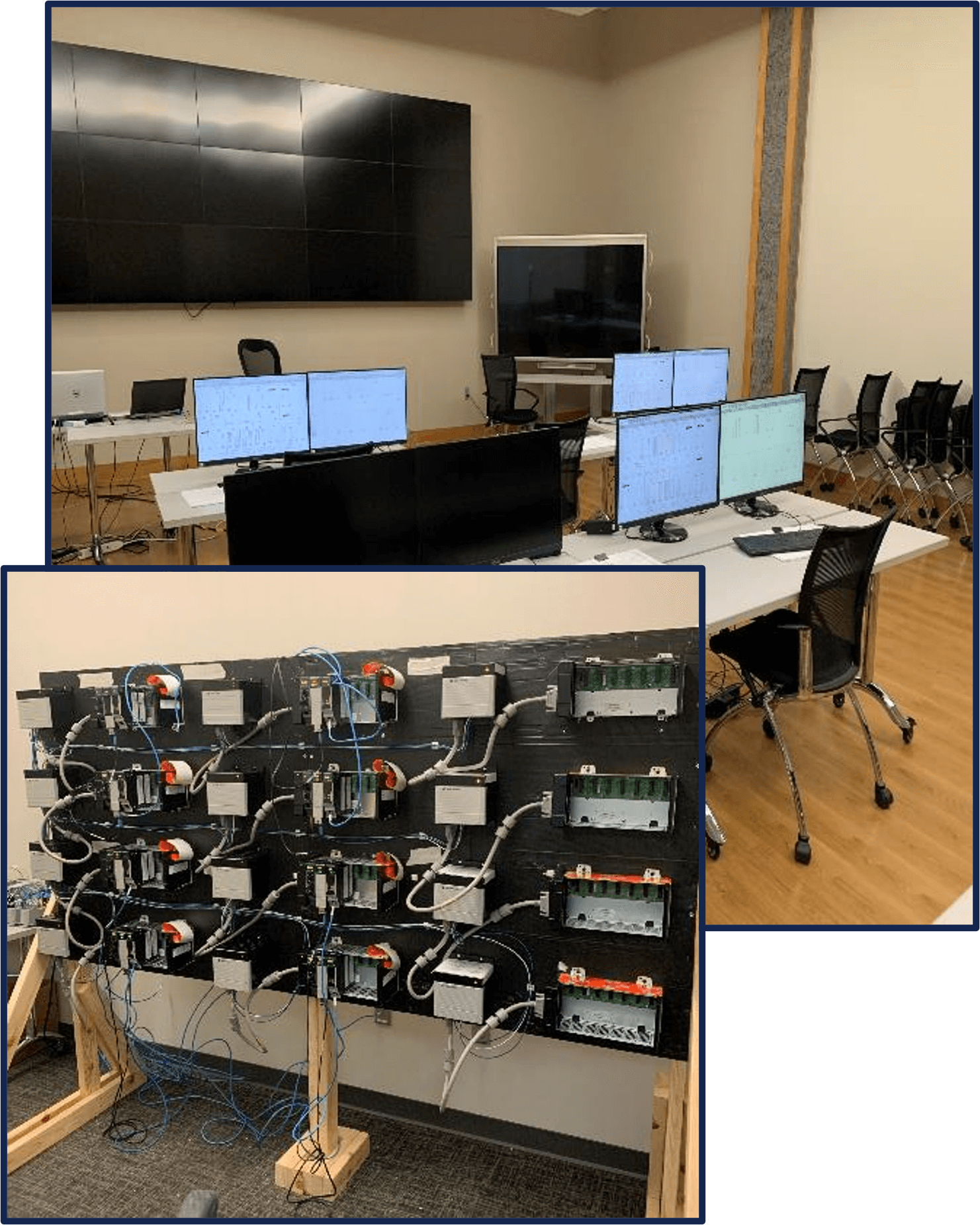
During this step, we fabricated 12 freestanding control panels, configured the software, developed process simulations and our testing plan, and internally tested the new DCS configuration. It’s important to note that we do a 100% internal test!
We also completed intermediate configuration reviews with the client along the way, ensuring we were on the same page – making sure there were no surprises at the Factory Acceptance Test.
We perform FAT at LSI’s Facilities to minimize distraction from the client team’s “day job”. Full simulations of the system are provided for client approval. Validation is a major component of DCS≡RIGHT because we believe this removes the white-knuckle ride from a start-up.

Highlights of the FAT:
- Engineers who have been working on the design are on hand to incorporate any changes in real time.
- 100% of the software was tested by LSI before the FAT

 The documented Test Plan was approved by the client in advance.
The documented Test Plan was approved by the client in advance.- FATs were split by each process area.
- Six FATs were completed
- Software tested against Functional Spec as well as Tribal Knowledge of client resources.
- Check Sheet and Progress Tracking was used to ensure accuracy and timely completion.
- Engineers, Operators, and Maintenance invited to FAT maintain engagement and continuity.
Once the system had been fully tested and approved, we froze the configuration and executed our plan, replacing the old hardware and implementing the new software configuration.
 For this project, the construction and commissioning were split into five separate outages to minimize production impact. This required more coordination and providing temporary I/O mapping to facilitate the multi-stage commissioning.
For this project, the construction and commissioning were split into five separate outages to minimize production impact. This required more coordination and providing temporary I/O mapping to facilitate the multi-stage commissioning.
Construction took place in the following phases:
- Phase 1 – Controls Network Infrastructure
- Phase 2 – Ethernet Solenoid Manifolds - 800 I/O
- Phase 3 – 7 Unit Operations - 1,050 I/O
- Phase 4 – 4 Unit Operations - 850 I/O
- Phase 5 – 5 Unit Operations - 1150 I/O
After the new DCS was installed, we tested 100% of the field devices from the new control system, ensuring operational success and system reliability. Again, it’s the DCS≡RIGHT way.
During commissioning, LSI was on-site with our clients to provide support and run the entire process. This project was commissioned in five phases to minimize production impact. Interim programming allowed the legacy DCS to work alongside the new PlantPAx DCS. 35 different batch recipes were commissioned – all with the significant challenge of having no ability to make a “test” batch. Our goal was to produce sellable product on the first batch. We are pleased to share that the first batch was a success and expensive scrap was avoided!

LSI provided 24/7 support until all the success criteria were fully met. We also provided ongoing support at the client’s request for tuning and minor updates.
A Total Solution with Encompass Partners
The value of partnerships in a DCS migration cannot be overstated, and Rockwell Automation’s Encompass Partners played an important role in its success.
LSI worked with Distribution and Encompass Partners to provide a Total Solution:
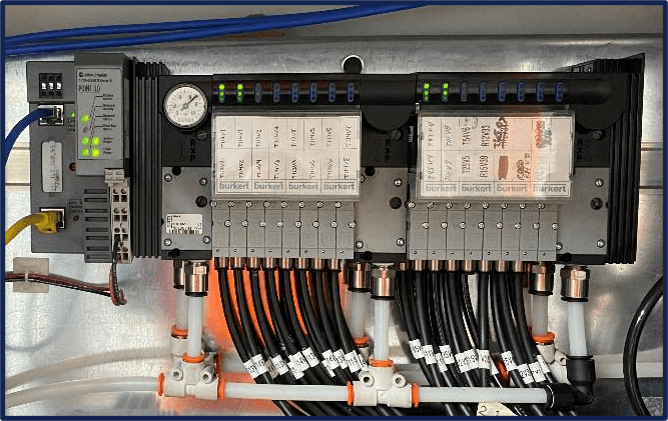
- We replaced the old 120VAC Hardwired Solenoids with Burkert Ethernet/IP Solenoid Manifolds
- Eliminated hardwired I/O
- Native integration into PlantPAx
- We provided E+H Instruments, Hardy weigh scales, and Powerflex VFDs
- These Ethernet/IP devices had previously been connected to a single L73 PLC and then mapped via Modbus to the DCS
- Migration to PlantPAx allowed for native integration and eliminated Modbus mapping
- Stratus ftServer
- Allows for remote management – important due to lack of IT/OT resources at client
- Fully redundant virtualization server

The Results speak for themselves
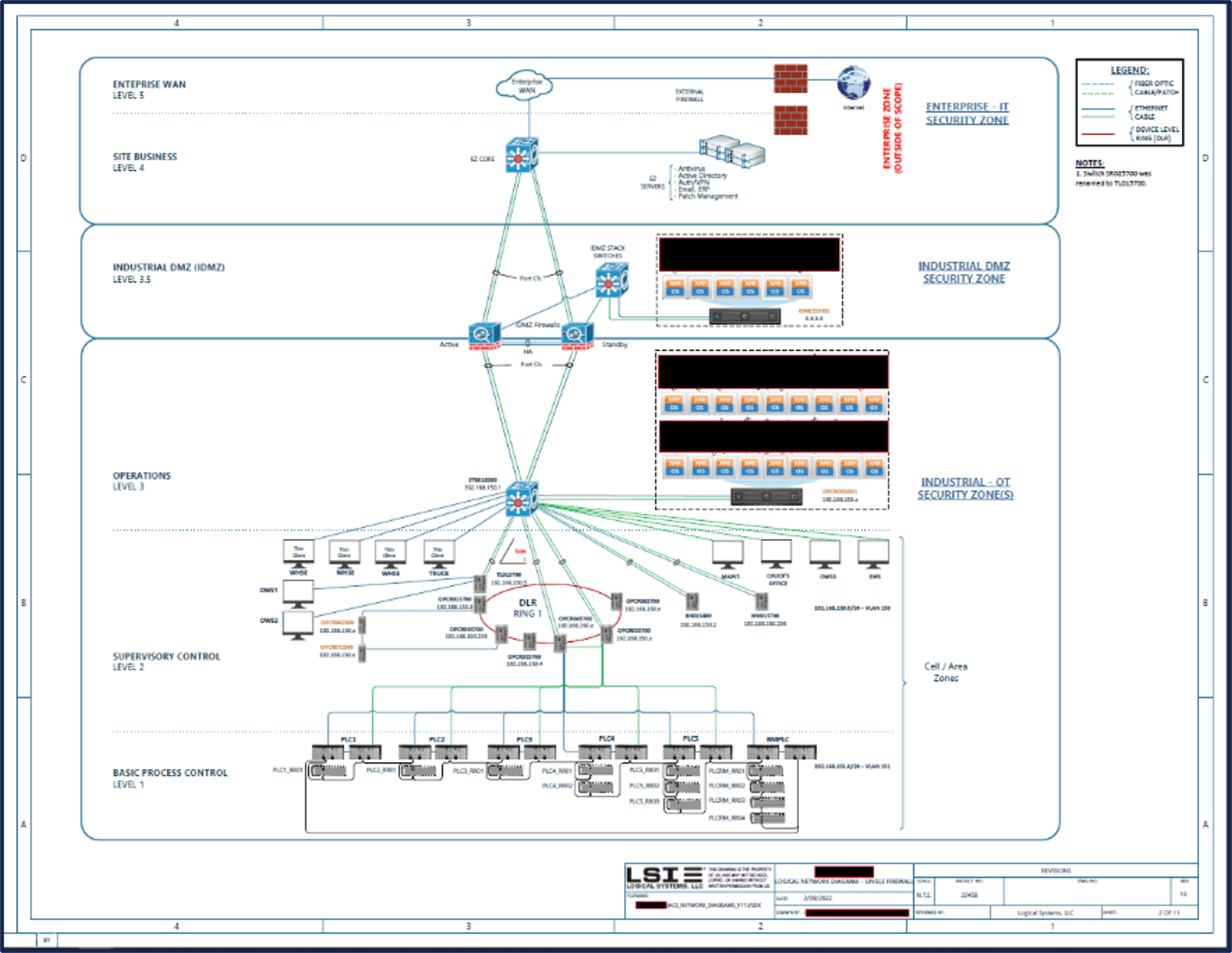
A Secure, Segmented Network
- Properly Segmented and Secured Network, following the Purdue Model
- IDMZ designed for connection to the Enterprise network
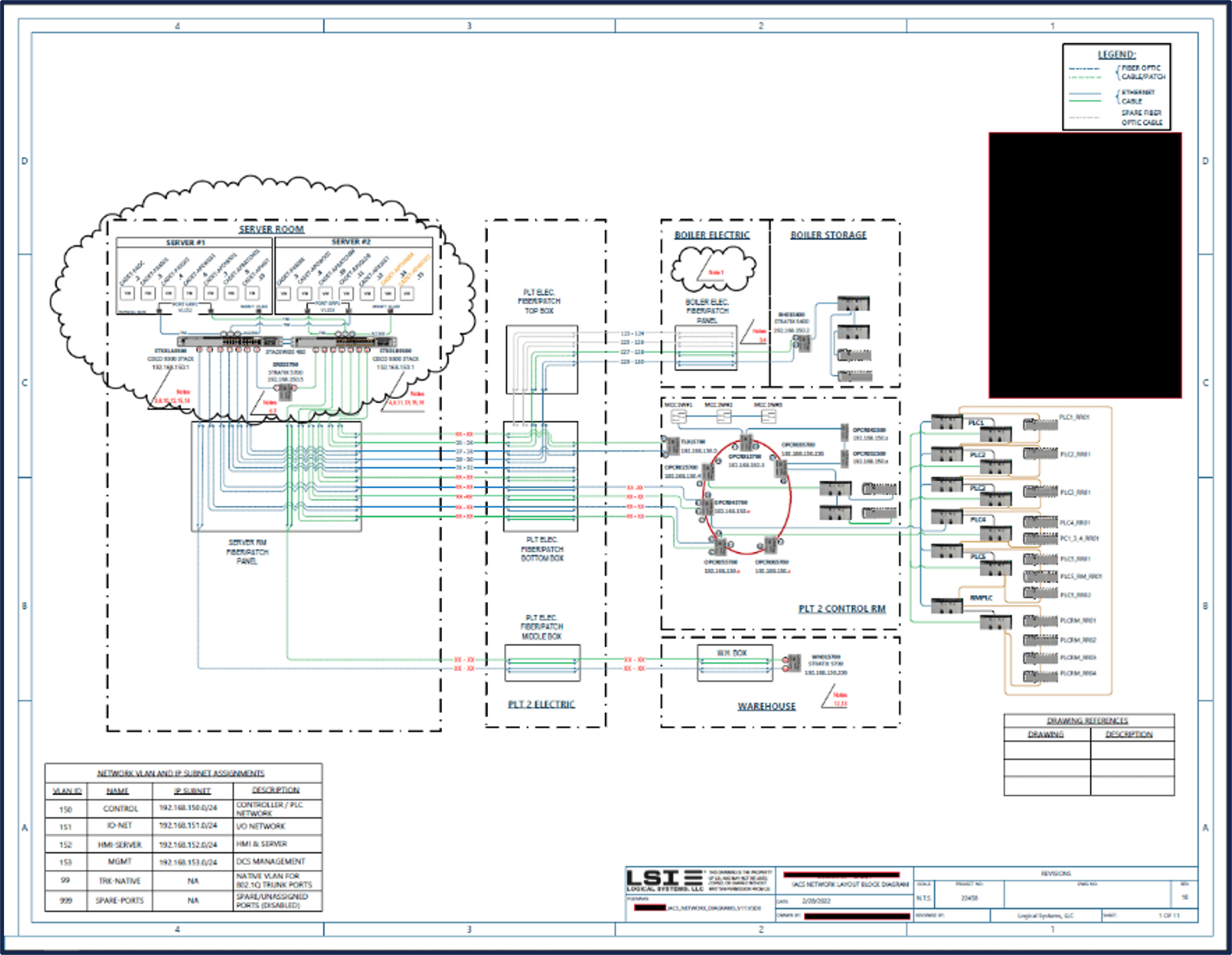
DCS Segmentation
- Controller segmentation to align with process Unit Operations.
- Ability to take down a single controller and keep the rest of the plant running.
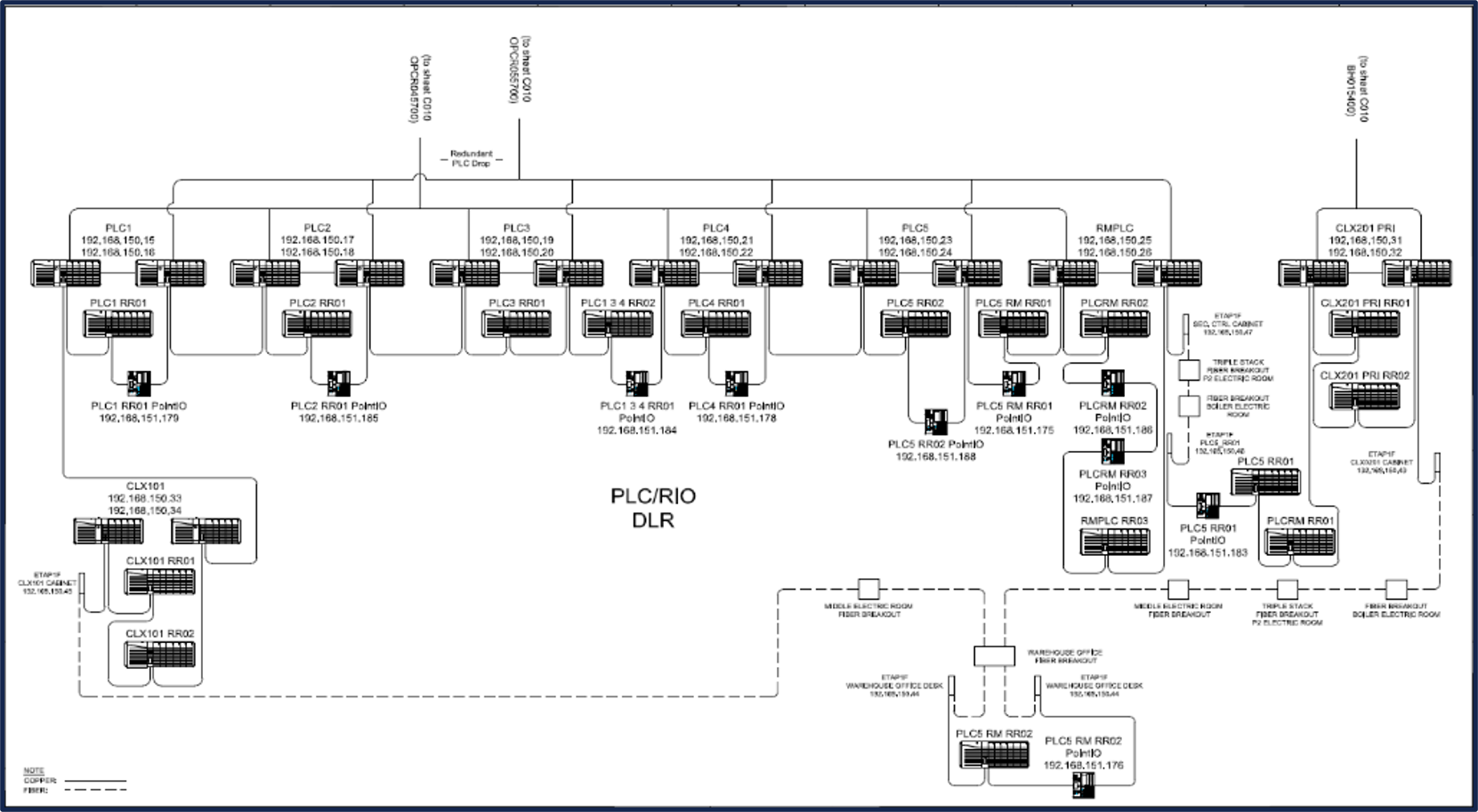
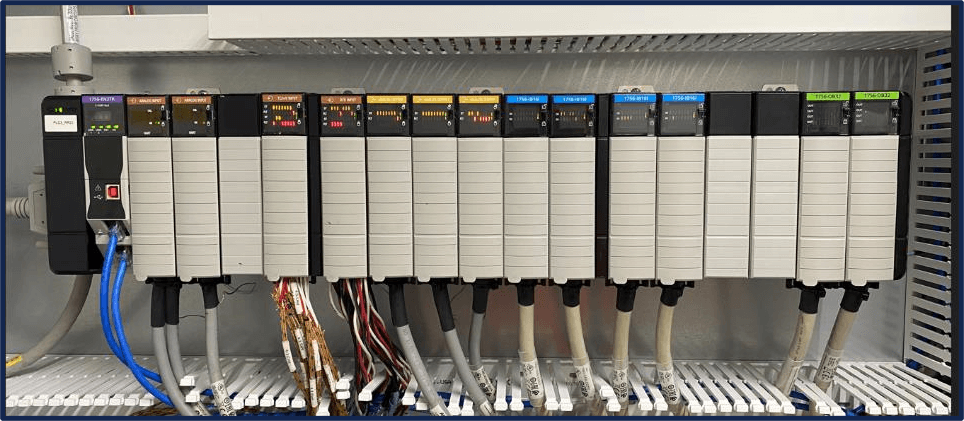
New Hardware
- All New DCS Hardware
- New Fiber Optic and Ethernet Control Network
- New Stratix Switches
- New ftServer and Thin Clients
- New L85EP processors
- New 1756 I/O
- Setup for long term support and serviceability.
 Local Support
Local Support
- Layers of Local Support
- Local Distributor support and parts availability from Agilix
- Continuing LSI Support
- Vast network of Rockwell and Partner Support
 Modular Automation
Modular Automation
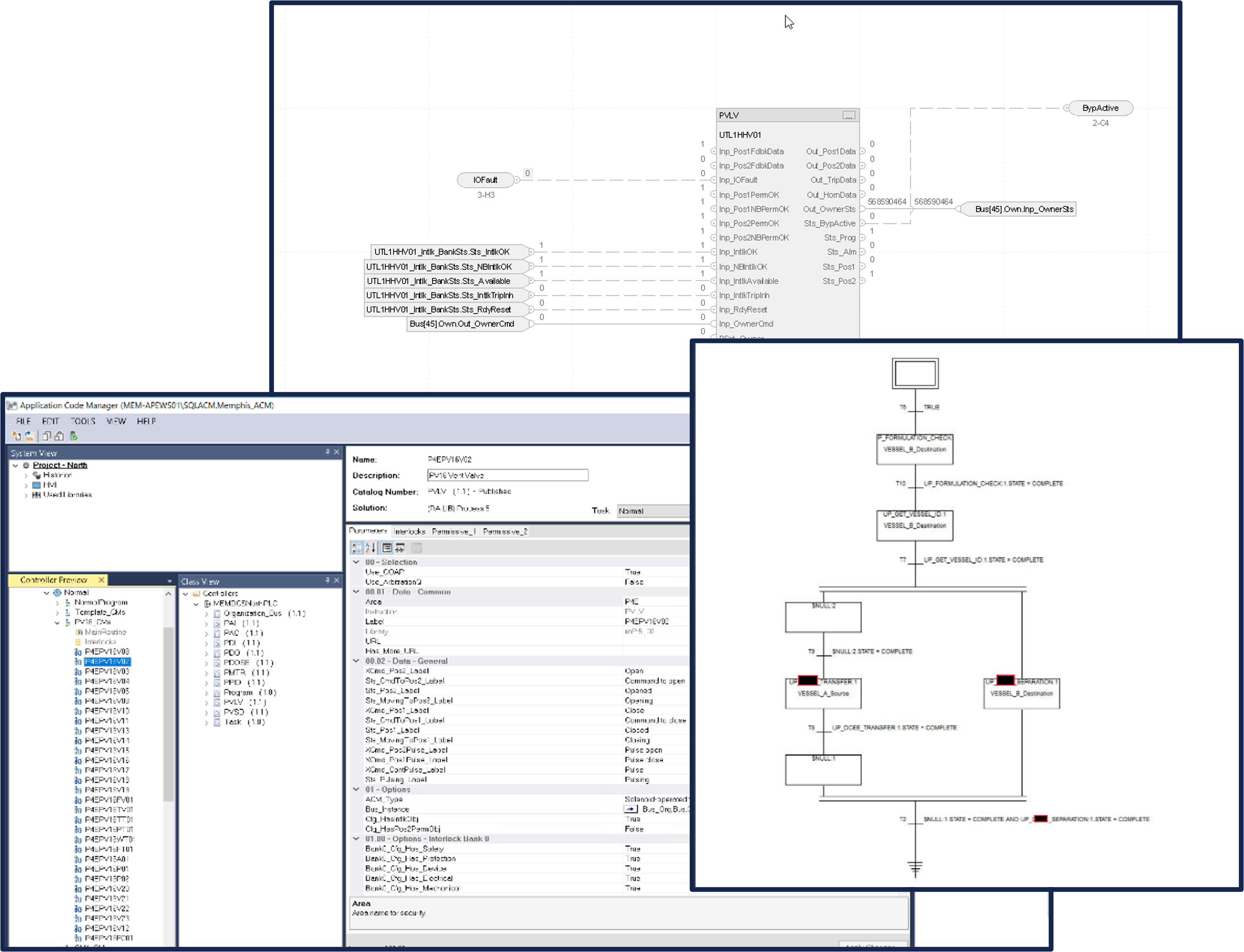
- PlantPAx 5.0
- Application Code Manager (ACM)
- PAx Objects
- Phases designed for easy application into batch
- FT Batch
Platform for Digital Transformation
With Rockwell Automation’s state-of-the-art PlantPAx DCS installed, the client is positioned for continued digital transformation. The technologies used during the project enabling their journey:
With PlantPAx, the client is prepared for the future:
- Set up for future MES integration to ERP system (Plex)
- Set up for future Maintenance System integration for Predictive or Condition-based maintenance (Fiix CMMS)
- Set up for Instrumentation Calibration management (FT AssetCentre or E+H FieldCare)
- Automated Batch Reporting will allow for elimination of paper batch sheets
- Set up for future automatic batch creation and recipe management from ERP
Better Tools for Process Improvement
- True Historian allows for insights and improvements (FT Historian)
LSI Listened and Delivered
As a result of the successful PlantPAx migration, client processes were streamlined with FactoryTalk Batch, the network secured and segmented, controllers are segmented to align with process unit operations, new DCS hardware is installed, and local and ongoing support is readily available. With PlantPAx, the client has a proven platform for future MES integration to ERP system (Plex), maintenance system integration for Predictive or Condition-based maintenance (Fiix CMMS), instrumentation calibration management (FT AssetCentre or E+H FieldCare), automated batch reporting, and better tools for process improvements (FT Historian).
Are you looking for a partner that can help you make the operational performance improvement’s needed to take your company into the future? Let’s start with a conversation today – LSI Listens.